|
 Spiralbohrer (Wendelbohrer) schleifen
Spiralbohrer (Wendelbohrer) schleifen
Über kurz oder lang ist jeder Heimwerker
mit der Problematik eines stumpfen Bohrers konfrontiert.
Zum Nachschärfen von Bohrern gibt es zwar
Bohrerschleifgeräte, aber mit entsprechender
Übung kann man diese Aufgabe auch in Handarbeit
am häuslichen Schleifbock erledigen. Das
Erlernen dieser Fertigkeit gehörte in früheren
Zeiten zur Ausbildungslehre bei Metallbauern,
Schlossern, Automechaniker oder anderen metallverarbeitenden
Berufen.
Bevor man sich ans Schleifen des stumpfen Bohrers
macht, muss man sich natürlich über
die Wirkungsweise eines Bohrers, sprich seiner
einzelnen Schneidflächen im Klaren sein.
|
| |
|
 Wichtige
Schneiden am Bohrer – Hauptschneide, Querschneide,
Nebenschneide Wichtige
Schneiden am Bohrer – Hauptschneide, Querschneide,
Nebenschneide
Am besten man betrachtet hierzu einen neuen Bohrer
von oben (Bohrerspitze).
Im Bild rechts sind die einzelnen Schneiden benannt.
Die eigentliche Bohrarbeit übernehmen dabei
die beiden Hauptschneiden. Für das Eindringen
in den Werkstoff (Metall, Alu, Kunststoff usw.)
ist die Querschneide zuständig. Deren Aufgabe
entfällt, sofern das Bohrloch mit dem Zentrierbohrer
vorzentriert oder generell vorgebohrt wurde. Die
Nebenschneiden, die entlang der Spiralnut des
Bohrers verlaufen, haben eine Führungsfunktion
und Einfluss auf den exakten Bohrungsdurchmesser.
|
| |
|
 Bohrer schleifen am Schleifbock
Bohrer schleifen am Schleifbock
Im Grunde sind 2 Aufgaben zu bewältigen.
1. Der Bohrer sollte nach dem Schleifen in Draufsicht
exakt so aussehen, wie ein neuer Bohrer aussieht.
D. h. die beiden Hauptschneiden müssen gleich
lang sein. Die Querschneide sollte zur Hauptschneide
im vorgeschriebenen Winkel stehen.
2. Der geschliffene Bereich hinter der Hauptschneide
muss bezüglich der Hauptschneidenkante leicht
abfallen.
Beides lässt sich durch eine kombinierte
Bewegung erreichen.
Mit der rechten Hand nimmt man den Bohrer hinten
am Schaft und mit Daumen und Zeigefinger der linken
Hand führt man den Bohrer. Man hält
den HSS-Bohrer schräg zur Schleifscheibe
(halber Spitzenwinkel).
|
| |
|

Dann setzt man mit der Hauptschneide an der drehenden
Schleifscheibe an und führt in einer Aufwärtsbewegung
(linke Hand nach oben, rechte Hand nach unten)
und gleichzeitig leichter Drehbewegung (linke
Hand im Uhrzeigersinn, Drehrichtung Bohrer) den
Bohrer entlang der Fläche hinter der Schneide.
Der gesamte Bereich von Beginn Hauptschneide bis
zur auslaufenden Spiralnut wird überschliffen.
|
| |
|

Dann dreht man den Bohrer um 180° und schleift
die 2. Hauptschneide. Es folgt die Kontrolle (siehe
unten) und im Bedarfsfall ein abermaliges Nachschleifen.
Sicherheitsvorschriften am Schleifbock
unbedingt beachten:
An Schleifgeräten immer mit Schutzabdeckung
und mit Schutzbrille arbeiten!
Am Schleifbock sollte zudem eine Schleifscheibe
mit feiner Körnung montiert sein und die
Oberfläche der Schleifscheibe muss plan sein
(eventuell Fläche vorher mit dem Diamant
oder Abziehstein abziehen).
|
| |
|
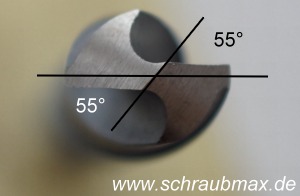 Bohrer schleifen - wichtige Kontrollmaße
nach dem Schliff
Bohrer schleifen - wichtige Kontrollmaße
nach dem Schliff
Die beiden Hauptschneiden müssen die gleiche
Länge aufweisen und über ihre Schneidenlänge
vollkommen gerade sein.
Die Querschneide sollte in einem Winkel von ca.
55° zur Hauptschneide liegen (siehe Bild rechts).
|
| |
|
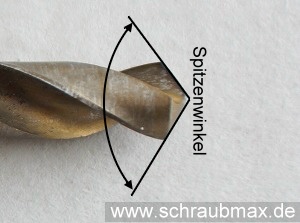 Bohrer in der Seitenansicht - Spitzenwinkel:
Bohrer in der Seitenansicht - Spitzenwinkel:
Die beiden Hauptschneiden sind symmetrisch zueinander
angeordnet. Der "Spitzenwinkel", den
sie einschließen, beträgt beim klassischen
HSS-Spiralbohrer für Stahl und Eisenwerkstoffe
118°.
|
| |
|
 Spiralbohrer-Schleiflehre Spiralbohrer-Schleiflehre
Der Spitzenwinkel und die Schneidenlänge
lässt sich bequem mit einer Spiralbohrer-Schleiflehre
überprüfen, die im gut sortiertem Heimwerkermarkt
erhältlich ist oder auch selbst angefertigt
werden kann.
Der Freiwinkel, also der Bereich hinter der Hauptschneide,
der überschliffen wird, sollte mit ca. 6°
bis 8° abfallen.
Dies ist vielleicht die schwierigste Aufgabe beim
Bohrerschleifen von Hand. Bei der Drehbewegung
des Bohrers entlang der Schleifscheibe muss hinter
der Hauptschneide genausoviel oder tendenziell
etwas mehr Material entnommen werden, als an der
Schneide selbst.
Alle Angaben ohne Gewähr!
|
 Werkzeuge
Werkzeuge